Kezdő hegesztők számára hoztam létre ezt a topic-ot. Banális kérdések, gépvásárlás megtárgyalására. Egymásnak való segítségnyújtás, tippek, információk. Kérem mindenki tisztelje a kezdő kérdezőt.
Azért fasza kis gép lehet ez az Alumig. Látom, mindent lehet rajta állítani. A kezelőpanelt elnézve nem vészesebb, mint egy korszerű awi inverter- Kínai létére meglepően érthetőek a piktogramjai. De tény, hogy el lehet tévedni benne:-)
Az itthoni trafósommal nincs ilyen gond az azt csinálja amit én akarok.A lentebb említett gépek azt csinálják mint a tiéd. Az alumigben vas drót még nem volt, azt nem tudom azzal mit csinál.Ez azért érdekes mert ennek a túl okos gépnek azt is meg kell mondani (belenyomkodni), hogy milyen drót van benne.
Bocs, hogy megint belédkötök a 300-as Alumig is ugyanazt csinálja, előgáz,lassúdrót, a trafós 320-as Merkle szintén lassúdrót,bár nem annyira mint az inverteres ráadásul egy kis idő után leáll a gáz hegesztés nélkül.
Igen, tökéletesen értem amit mondtok, sőt mi több, meg is tapasztaltam. Hihetetlen kicsi változtatások a beállításokban és már egész másként viselkedik.
Ma még LED csere aztán nem bolygatom tovább. Túl jó lett a gép, innen már csak lefelé vezet az út :-)
De ezzel a lassított huzaltoló üzemmóddal tényleg szeretnék tisztában lenni. Jó lenne tudni, hogy ennek valóban így kell-e működni.
Rakd össze Lee és hegesz,ne foglalkozz semmivel csak olvadjon a a huzal,kicsit én is ilyesmibe voltam mikor megvettem a Stahlwerket,állitgattam tesztelgettem órákon át mire rájöttem hogy ez ennyit tud nem többet,A TÖBBI RAJTAM MÚLIK,rájöttem én is hogy a "tökéletes beállitáshoz" marha kevesek is számitonak,igy nagyon nehéz beállitani mindig ezt a szintet egy dott feladathoz,de ha egyszer elkapja az ember akkor nagyon érdekes ivhang lesz és ekkor a legtutibb minden,ez egy nagyon szük sáv.
Szóval hegessz és a nap végén gurits egy sört ahogy Guszti mondja.
Tényleg az alu a legnehezebb minden hegesztési eljárásban.
Pl.nálad a fogyósnál.Egy darabka próba alulemezen meghúztad az első varratod. Minden király jó a beállítás.A következő varratot amit a másik mellé akarsz tenni már nem sikerül olyan faszán mert állítani kellett volna gépen mert az alapanyag már vagy 100 fokkal melegebb.Ilyenkor vagy tolod a hernyót a kissebb hőbevitel miatt vagy ráteszed egy hideg vaslemezre hogy elvigye a hőt vagy állítassz a gépen.A sokadik hegesztés után már a gápmelegedése miatt is vissza kell venni az előtolásból.(Trafós gépre jobban igaz) Szóval sok buktatója van tuti beállításnak.A rengeteg gyakorlás hozza meg az eredményt, az ok és okozat feismerése, javítása, meg a géped maximális ismerete.
A legnagyobb gondot az okozza, hogy a rengeteg gyakorlás nagyon viszi a pénzt és végülis cél nélkül.
Kigyakorod magadat fogyós aluból abbahagyod mert már faszául megyen.Aztán fél év mulva hoznak hozzád egy alu létrát hogy ugyan hegeszd már meg mert egy helyen elvan repedve.Oszt először csak a fejedet vakarod hogy hogyisvolt régen.
Nekem itt van az uj gépem. Awiznák vele,de béna vagyok a liftes gyujtáshoz, meg amit hegesztettem nem merem ide berakni mert tök fos.
Bent a cégnél javításkor lehegesztettem vagy 50 "karikát" 2"-os meg 67-es csöre lánggal, 15bárra.Vagy a 10-ik karikánál kezdtem érezni hogy megint tudok.Pedig itthon is van disszú szerelésem de nem gyakorlok vele mert drága.
Nekem azt mondtátok itt, hogy az alu a legnagyobb szívás a fogyóssal. Már kezdtem megnyugodni, hogy a többi csak könnyebb lesz :-((
Csak nem átb@sztatok? Rozsdamenteshez maradok az awinál, az már elég jól megy. Meg a precíziós acél dolgoknál is.
Nem is gondoltam, hogy kikísérletezhetem a "tökéletes beállítást", csak szeretem, ha értelmezhető paraméterekkel dolgozhatom. De ahogy látom ennél a Jasicnál semmit sem lehet alapjáratok kimérni. Oda-vissza variál mindent az elektronika. A feszméréshez kellene egy kalibrált műterhelés, azt mondták a szakértők. Na ezzel nem fogok bajlódni. Ma este összerakom, kicserélem még a LED-eket, mert kicsit viseletesek és jó alaposan lecsavarozom a burkolatot, oszt jónapot. Csak ez a huzaltoló megijesztett tegnap.
Csak annyi legyen meg hogyha ránézel az anyagvastagságra és a pozícióra akkor egy kb. beállítás meglegyen.Tudjad azt hogy a gombok eltekerésével milyen jelenséget okozol, vagy szüntetsz meg.
Hegesztés közben a pisztolytartással és a hegesztési sebességgel is sokat tudsz korrigálni a "beállításon".Olyan ez mintha a pisztolyban lenne egy volt és egy ampergomb.
Jó, otthon nem "termelsz" van időd mindig finomítani a beállításokon, de így elaprózod magad.
Este meg ha megpihensz egy sörrel a kezedbe és végig gondolod a napodat akkor jössz rá hogy mégsincs meg a legjobb beállítás.És ez így fog menni a végtelenségig ahogy a precizitásod ismerem.
Ezért írtam hogy fékezzél egy kicsit.
Ja !! és még csak az alunál tartassz.Mi lesz majd az acélnál meg a savállónál ha így gyötröd magad."Muszáj"kabátban visznek el.
Igen, kicsit túlpörgettem a dolgot, pedig nem is szívtam semmit :-)
Mentségemre szóljon, hogy akarok rá egy új előlapot és ehhez csináltam egy makettet kartonból. Ez most fel van szerelve rendesen a kijelzők, potik, ledek, csatlakozók alá. Ezt nagyon sürgősen le kell szednem, mert így nem használható, emiatt húztam bele tegnap este, hogy még fel tudjam jelölni a mért értékeket. Aztán rámijesztett ez a 2 m/perc-es üresjárati max. előtolás, ennek próbáltam nagy hirtelenjében utánajárni. De már jól vagyok :-))
Szerintem tojok rá. Azt már kikisérleteztem, hogy ezzel az alu huzallal feszkó: 4, áram: 5, indukció: 5 és akkor volt a legjobb. Ha most pontosan tudnám, hogy hány volt, amper, m/perc, azzal sem lennék beljebb :-)
Azt már fejből tudom, hogy 3-as állás: 18V, 4-es: 19V, 5: 21V. Ha meg soknak, vagy kevésnek érzem, akkor tekerek a potin és kész.
Most olvasgatok egy amerikai hegesztős fórumot, ott is írt egy hozzám hasonló kaliberű gyerek, akinek ugyanez volt a problémája az új Millermatic-jával. Éppen így magyarázták neki a lassú huzalindítást, hogy amíg nincs ív, addig lassú, mert úgy gondolja a rendszer, hogy csak a pisztolyból etetjük a munkakábelt. Ha létrejött az ív, onnantól 1-2 mp alatt fut fel üzemi tempóra.
Ki lehet mérni hegesztés közbeni fogyást is, csak kurva macerás. (megjelölni a dobon, megszámolni hogy hány kanyar fogyott, kerületből számolgatni ...) Nem ér annyit az egész.
Hozzászoksz a saját géphez és kész. Tudod majd hogy neked 4,5-re vagy 6-ra kell állítani és kész... többi meg le van ... (ha nagyon érdekel majd levideózod a kijelzőt, aztán tudsz feszt, meg áramerősséget)
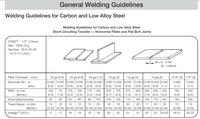
"Slow weld wire feeding for arc starting, be able to cut small ball after welding, successful arc starting"
Ezek szerint ebben lassú huzalindítás van. Szerintem az van, hogy amíg nem jön létre az ív, addig csak ez a lassú huzaltolás megy és csak ha ívet fogott, akkor húz bele. Ergo így üresen nem lehet kimérni. Hegesztés közben meg még kevésbé, úgy hogy hagyom a francba ezt a kalibrálgatást.
Fél állásban hegesztés közben 120A-t mutatott a digit kijelző, amikor az aluval próbálkoztam. Ebben az állásban most 1,9 métert tolt ki, hegesztés nélkül. Láttad azokat a varratokat, amiket mutattam, mint az első próbálkozásaim eredményét. 120 A körül hegesztettem normális sebességgel. Azok nem úgy néztek ki, mintha nem lett volna elég huzal. Ha jól gondolom, akkor 120A körül 7-8 m/perc körül kell, hogy tolja. Üresen ebben az állásban nem tol még 2 métert sem. Ez akkora különbség, hogy nem hiszem el, hogy ezzel így lehetne hegeszteni. Márpedig rendes, kövér hernyókat csinál.
Nem lehet, hogy hegesztés nélkül csak a lassú indítási tempóban megy, ha ívet fog, csak akkor gyorsul be?
2,2m/perc a maxium? Azt hittem így jönnek a fokozatok hogy 1-esen 1,1 m/perc. 2-esen meg 2,2 ... mert az reális is lenne. 200A-es gépnél maxon 14-15m/perc a korrekt.
Az lehet esetleg hogy van a huzaltolásban olyan fícsör hogy lassabban indít, aztán mondjuk 2mp után beindul. (komolyabb gépeken van ilyen) Lehet hogy a V poti is beleszól .. bár az inkább szinergikus gépeken szokott lenni
Nem kevés ez a 2,2 m/perces max huzalsebesség? Nem mintha hegesztés közben azt érzékeltem volna, hogy nem lenne rendben, de látok olyan gépeket, ahol 0,5-20 m/perc-es tempóval tolja.
A potival beállított feszültség érték más az acél és az alu huzalnál?
A multiműszeres mérésnek nem volt értelme, mert a testkábel és az áramátadó között mérve 50V-ot mutatott üresjáratban a műszer is és a digit kijelző is.
Huzalsebességet mindegy mivel méred le. Átlagolás ... fasza :-) Nem atomfizika ez, de oké :-) Legalább atom pontos lesz :-)
A feszültségre értette (értettük) hogy majd az acél beállítással méricskélj. Egyébként az jutott eszembe hogy nem is biztos hogy a test+áramátadón célszerű. Lehet az euro aljzat alatt is ahol rácsatlakozik a dc+ ahogy meghúzod a pisztoly gombját, a hegesztéstől függetlenül ott kell lennie a feszültségnek.
Azt mondod, hogy ezt az aluhuzalt más sebességgel tolja, mint pl. az acélt? Mert most este méregettem éppen. lecsíptem a huzalt a gázterelőnél, majd stopperrel mértem, hogy 6 mp alatt, mennyit tol ki. Egy adott poti állásnál 5 mérést végeztem, az eredményeket átlagoltam, szoroztam 10-el, így jött ki az 1,2-2,2 m/perc-es intervallum.
A feszültség állító poti félállásban volt. A feszültség állás befolyásolhatja a huzalsebességet?
Nem hinném, hogy az aluhuzalt alapon más sebességgel tolná, mint az acélt. Nagyon szépen, simán jön az alu is, nem csúszik meg.
Ezzel a huzallal most már nem tudok mit kezdeni, ez már megvan, eldobni biztosan nem fogok egy teljes, vadiúj dobot. Ha majd egyszer elfogy, akkor majd veszek másikat, addig használom ezt. Egyébként egész jókat hegesztettem vele, nem repedt, nem volt porózus. Valamihez biztosan jó ez is, máskülönben nem gyártaná az Esab :-)
Nem ezzel a magnéziumos dróttal kéne értékeket mérned.Ez a fajta drót amúgy is törékeny varratot csinál,kevés helyre használható.Legutóbb egy ue 28- as traktor blokkját hegesztettem vele.A "hétköznapi" alu zártszelvény vagy egyéb profil fajták könnyen repednek a hegesztésnél vagy mellette.Ezekhez szerezz 3- as szilíciumost.Jelenleg egy vegyes tüzelésű kazánt készítek magamnak (vaslemezből:-) ) valami hasonló kaliberű melóval kéne tesztelni magad és a géped.
Nem lenen gond az kamerás, vagy pajzs alól kilesős adatgyűjtés, csak ez akkor működik, ha normális tartományon belül vagyok. Ha ez alatti, vagy feletti értéket akarnám kimérni, akkor nem mindig tudok ívet fogni, mert beég, durrog, vagy el sem indul. Ezért gondoltam műszerrel kiméregetni.
Lee,nyugodtan mérhetsz igy feszt egy akármilyen multival DcV!fe ebből kit is akarsz megtudni?Kapsz egy üresjárati feszt.
Én mikor a kis Einhelt tuningoltam akkor lbizonyos méternyi drótot köttem be a test és az áramátadó közé,igy lehet csinállni egy műterhelést,és közben mérhetsz feszt (inkább nem mi :) )
Elég 6 mp és x10 :-) Aztán kioldod a nyomógörgőt, és kézzel visszatekered a huzalt :-) Én így csináltam. És nem is mind a tíznél, hanem csak 4-5 értéket
A lakatfogós mérésben tutibb. A multiméteresben inkább nem foglalok állást, mert nem értek hozzá :-) Az adatlapon/adattáblán általában meg van adva a minimum és a maximum fesz. Sőt a bekapcs időkhöz való érték is. Kiindulási alapnak jó. Egyébként meg a leg egyszerűbb, egy kamerát a kijelzőre irányítani, nyomni egy felvételt, aztán visszanézve jegyzetelni. (akkor még akár ampert is tudsz társítani, - gyárthatsz az adatokból az előtoló fedelének belsejébe táblázatot - de szerintem ezt majd acél huzallal játszd el)
Meg ha végigpróbálgatom a potméter pozíciókat, hogy mennyi drótot nyom ki percenként, akkor elmegy egy fél dob huzalom. Bár elég, ha csak 15 mp-ig eresztem, majd megszorzom néggyel az eredményt :-) Így kevés huzallal is felmérhetem a tolókapacitást.
A feszültség kimérhető lenne multiméterrel? A testre és az áramátadóra kapcsolva hegesztés nélkül is valós értéket mutatna? Nem nyírná ki a műszert? Mert akkor nem kellene hegesztés közben lesegetni a kijelzőt.
Ha ez így menne, akkor csinálnék egy új, kalibrált előlapot, amper helyett huzalsebességet jelző kalibrációval.
Igen, addig amíg csak a saját gépen hegesztesz addig ez így van :-)
Ha viszont tudod hogy az adott anyagot, vastagságot mondjuk 3,5m/perc huzaltolással szoktad hegeszteni mondjuk 1-es huzallal, akkor ugyanazt a sebességet egy bármelyik (akár tök ismeretlen) gépen beállítva (egzakt dolog, mérhető, reprodukálható akárhányszor) a feszültséget hangra hozzá lőve (hogy kapcsolós vagy potméteres az itt megint mindegy) jó beállítást kapsz.
De ja, kijelenthetjük hogy nem érdemes a skálázáson görcsölni :-)